558 mm x 406 mm (22” x 16”) Albion Press
558 mm x 406 mm (22” x 16”) Albion Press
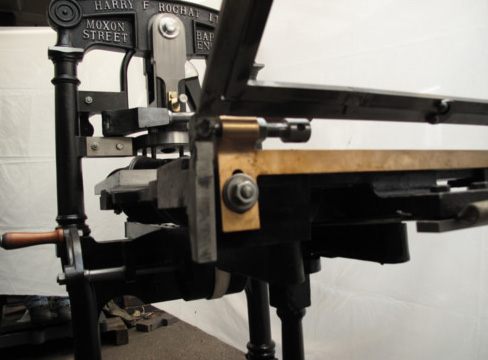
The first of our Albion Press range is now available for purchase. The current machine available has a top platen size of 558 mm x 406 mm (22” x 16”) and is based on an Ulmer and Sons, circa. 1854.
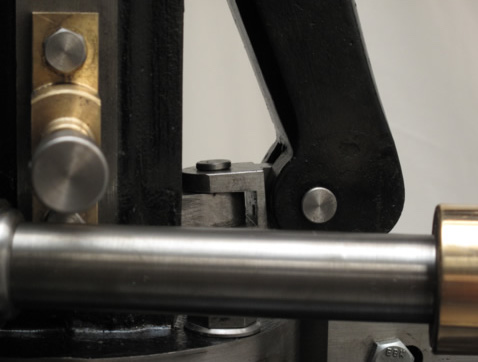
The new Rochat Albion is based on a historically proven design and constructed from the same types of materials as were traditionally used, but utilising today’s metal refining techniques, creating stronger castings. The staple material has been upgraded at our request, from standard grade iron to a steel and iron mix, creating a vastly stronger casting. The toggle motion is hardened to prolong the life of the machine. The handles are turned out of hard wood, varnished and are riveted and bolted on.
There are currently 2 different options available.
| Options | Bed Size | Description | Price |
| Option One | 558 mm x 406 mm (22″ x 16″) | Albion, Tympan, Tympan Inner, Tympan Hinge and Fixings | £ 13,416.00 |
| Option Two | 558 mm x 406 mm (22″ x 16″) | Albion Excluding Tympan and all associated fixings | £ 11,436.00 |